

Преобразователи частоты в приводах распиливающего оборудования
Преобразователи частоты в приводах распиливающего оборудования
Рынок распиливающего оборудования на сегодняшний день является самым динамично развивающимся сегментом отечественной деревообработки. В абсолютном выражении именно такого оборудования производится и используется больше всего.
Комплектующие, поставляемые компанией, широко применяются в рассматриваемом сегменте деревообработки и позволяют, в частности, реализовать высокопроизводительный алгоритм управления распилом.
При всём многообразии распиливающего оборудования всё оно схематично может быть представлено в следующем виде:
Механика работы распиливающего оборудования
На примере дисковой/ленточной пилорамы рассмотрим два движения (рис. 1) и возможности управления ними:

«Главное» — вращательное движение дисковой пилы или поступательное движение (на прямолинейном участке) бесконечной пилы-ленты.
«Подача» — движение заготовки относительно инструмента. Реализуется путём перемещения заготовки относительно инструмента с неподвижной осью/осями или перемещением инструмента относительно неподвижно зафиксированной заготовки.
Привод главного движения может быть оснащён преобразователем частоты (ПЧ), например, Delta Electronics VFD-E. Применение ПЧ позволяет повысить скорость резания, что благоприятно сказывается на качестве распила.
Широко распространена практика повышения скорости вплоть до максимальных значений, определяемых механикой станка.В зависимости от параметров сырья (диаметр, высота пропила, порода дерева, сбег ствола, влажность, температура и т.д.) с учётом параметров оборудования (установленная мощность, скорость вращения инструмента, просвет пильной рамки, коэффициент полезного действия и т.д.) и технологических параметров (схема раскроя, число пил, параметры пил, подача на один зуб и т.д.) определяется оптимальная (максимально допустимая) скорость подачи заготовки. Регулируя её с помощью ПЧ, оператор стремится получить максимальную производительность, добиться высокого качества пиления и не допустить преждевременного износа инструмента.
Если выбрать слишком малую скорость пиления, доска получается «ребристой», при слишком высокой скорости подачи возникают непропиленные участки в виде «волны». Опытный оператор при поступлении партии необработанных заготовок подбирает оптимальную скорость подачи, совершая первые распилы. Значение оптимальной (максимально допустимой) скорости задаётся с помощью потенциометра, вынесенного на панель управления.
При пилении однородной древесины скорость подачи сохраняется постоянной, что обеспечивает оптимальный режим. Однако на практике возникают ситуации, при которых необходимо кратковременно выходить из оптимального режима. Например, в случаях попадания в зону распила сучков – плавно понижать, а затем – плавно возвращать скорость подачи к оптимальному уровню.
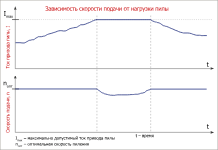
Зависимость скорости подачи от нагрузки пилы
ПЧ Delta Electronics VFD-E, имеющий второй аналоговый вход (первый используется для подключения потенциометра, с помощью которого оператор задаёт оптимальную скорость подачи), может использоваться для реализации алгоритма автоматического поддержания оптимального значения скорости подачи. Для этого на второй аналоговый вход ПЧ привода подачи с ПЧ привода главного движения (пилы) подаётся сигнал, пропорциональный току привода главного движения. Если нагрузка привода пилы при работе становится недопустимой, скорость подачи автоматически уменьшается до такой, при которой ток привода пилы снизится до допустимого значения. По мере уменьшения нагрузки заданная скорость подачи автоматически восстанавливается.
Для предотвращения выхода из строя двигателей при увеличении нагрузки в ПЧ Delta Electronics VFD-E организована многоуровневая защита:
по току – устанавливается несколько пороговых значений, при достижении которых ПЧ выполняет заданные пользователем действия – снижение скорости, задержка разгона, отключение и т.д.;
электронное тепловое реле – расчетная функция, определяющая температуру двигателя по измеряемым переменным (ток, скольжение и т.д.) и времени их действия;
по физической температуре двигателя — используется датчик температуры PTC, установленный непосредственно в двигателе.
Пример спецификации системы управления распиливающего оборудования:
Пример спецификации системы управления распиливающего оборудования:
| № | Наименование | Количество |
|---|---|---|
| 1 | VFD022E43A (2.2kW 380V) Преобразователь частоты | 1 |
| 2 | KPE-LE02 Пульт с дисплеем для VFD-E | 1 |
| 3 | Датчик тока | 1 |
Обратившись в компанию, Вы можете бесплатно получить схему подключения и список значений параметров преобразователей частоты DELTA ELECTRONICS для реализации описанного алгоритма. Обсудите с нашими сотрудниками возможность поставки преобразователей частоты для распиловочного оборудования на особых условиях.








